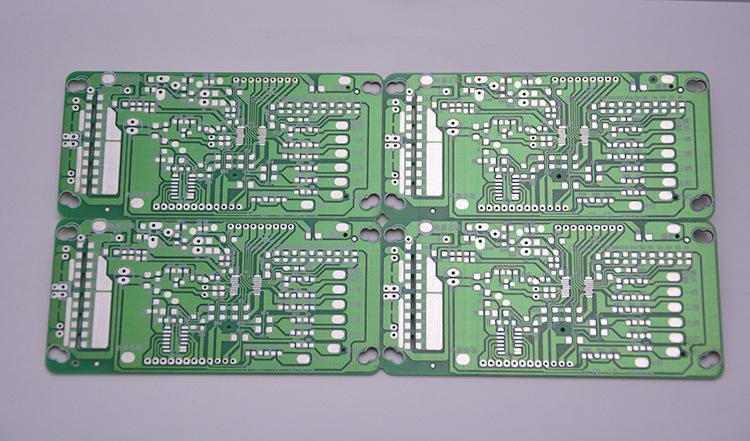
熱風整平又稱噴錫,它的基本原理是利用熱風將印制電路板表面及孔內多余焊料去掉,剩下焊料均勻覆在焊盤及無阻焊料線條及表面封裝點上。
熱風整平的工藝較為簡單,主要是:放板(貼鍍金插頭保護膠帶)→熱風整平前處理→熱風整平→熱風整平后清洗→檢查。熱風整平的工藝看似簡單,但是,若想熱風整平出優良合格的印制電路板還有很多的工藝參數必須掌握,例如:焊料溫度,空氣刀氣流溫度,風刀壓力,浸焊時間,提升速度等等。這些條件都有設定值,但工作時又要根據印制電路板的外在條件及加工單的要求相變化,例如:板厚,板長不同的單面,雙面,多層板。它們所采用的條件是有差異的,只有熟悉掌握各種工藝參數,根據印制電路板的不同類型,不同要求,耐心,細致,合理的調整機器,才能熱風整平出合格的印制電路板。在熱風整平中經常會出現以下一些常見的問題根據工作經驗提出了一些解決方法僅供參考。
一.熱風整平排風口滴殘余液,這種現象是從熱風整平的排風口向下滴流黃色液體,這種液體主要是整平時被排風口吸入的助焊劑。時間久了積于排風管道中,沒法排出,便順排風口四周滴落,滴落在什么地方都有,像熱風管道,風刀口處,風刀口上保護蓋滴落最多,有時,在工作中也會滴于操作員的頭上,工作服上,在下班關閉排風后滴下的殘余液最多,例如熱熔,這些液體覆于機器上,時間長了對設備的殘蝕很大。可參考脫排油煙機的構造,在排風口上做一個漏斗型鐵絲網引流殘余液,可減小或解決這種情況,可以在漏斗網下端引入地溝或放入廢液槽,這樣做好后,殘余液在從排風口向下流動的過程當中,流經鐵絲時,會有一大部分殘余液沿鐵絲流下來。而且多做幾個預留如腐蝕壞了可更換。
二.熱風整平時戴的手套,在熱風整平時通常是采用帆布手套,將一副手套套入另一付手套戴在手上進行工作,時間稍長助焊劑便浸入手套里邊去了,這時手套的隔熱能力就大大減小了,而且,助焊劑浸到手上對手也有一定的傷害.這種浸入了助焊劑的手套洗滌后還能再用一次,但效果不好,由于帆布變軟,助焊劑浸入的速度非常快且量大,建議采用浸塑手套里面在加一個細帆布手套,關鍵的問題是:這種橡膠手套的大小要合適,隔熱要好,而且柔軟度好。
三.撓性板及銑完外形返工的印制板如何熱風整平,撓性板由于板材柔軟,在熱風整平時極易產生問題,需要格外謹慎,熱風整平前應銑好與撓性板邊緣相吻合的邊框,然后在邊框與撓性板邊緣處各打幾個相對的孔,一般在邊框每邊上各打三個孔即可,邊寬,邊長的撓性板可以多打幾個孔。
四.在導軌間卡板的原因:
1.導軌與板子的距離過近或距離過遠,調節導軌便可解決。
2.掛板孔不在印制板邊緣正中心,更正掛板孔位置可解決。
3.印制板邊角不規整,加邊框可以解決。
4.印制板返工時邊緣掛錫過厚,用手將印制板插入焊料槽中然后取出。
5.導軌出錫孔被鉛錫阻塞過多造成卡板,可用熱焊料熔去,可用硬物頂出。
6.熱風整平后的印制板被掛釘與導軌?頂部 卡在中間造成變形,及時更換掛臂減震器。